

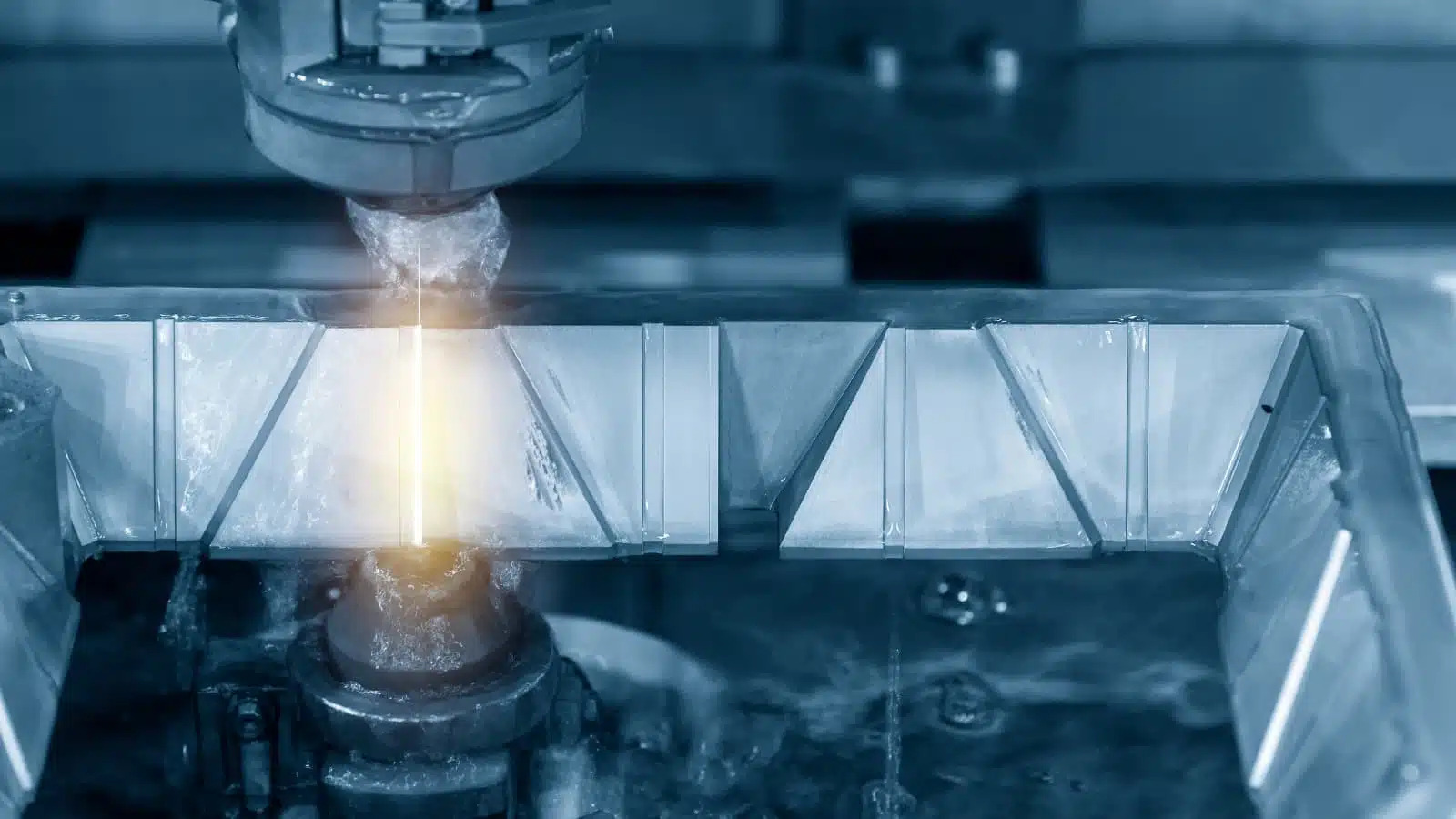
Beim Drahterodieren wird ein sehr dünner Draht als Elektrode verwendet, an dem durch die entstehenden Funken das Material am Werkstück abgetragen wird. Der bemerkenswerte Vorteil vom Drahterodieren liegt darin, dass Sie komplexe Konturen direkt in gehärtete Werkzeugstähle einbringen können.Dank Elektroerosion lassen sich selbst extrem harte Materialien wie Titan, gehärteter Stahl, Sonderlegierungen oder leitfähige hochfeste Keramiken problemlos bearbeiten und in die gewünschte Form bringen. Aluminium, Kupfer, Graphit, Molybdän, Tantal, Wolfram und Iridium sind gängige Drahterosionsmaterialien.Goldnuggets entstehen, wenn goldführende Mineralgänge erodieren. Dies geschieht meist durch Verwitterung oder Transport in Bächen und Flüssen, wobei das Gold umgebende Gestein entfernt wird.
Welche Vorteile besitzt das senkerodieren gegenüber dem Fräsen : Technische Angaben Senkerodieren
Weniger Rückstandsansammlungen im Spritzwerkzeug – die Reduktion von Reinigungs- und Wartungszeiten sowie Wartungskosten der Spritzwerkzeuge ermöglicht längere Spritzautonomie.
Wann Drahterodieren
Das Drahterodieren wird in der Regel für Materialien verwendet, die schwierig zu bearbeiten sind. Darunter fallen zum Beispiel harte Metalle oder Keramiken. Der Prozess der Bearbeitung ist sehr präzise. Er ermöglicht es, komplexen Formen und Konturen zu erzeugen.
Wie lange dauert erodieren : Die Erodierdauer des Schlichtgangs dauert rund 40-50 Minuten.
Die durchschnittlichen Kosten zum Lohnerodieren liegen dabei im Bereich von ca. 35€ – 40€ pro Stunde.

Das Erodieren eignet sich besonders zur Herstellung von tiefen und schmalen Senkungen und Schnitten sowie von sehr komplexen Oberflächenstrukturen. Gehärteter Stahl, harte Titanlegierungen, Hartmetall, Hartstoffe und leitfähige hochfeste Keramiken, welche v. a.
Was kostet eine Stunde erodieren
Stundensätze ETH Spin-off's/ETH-nahe Organisationen
| Technologie | Kosten pro Stunde (in CHF) |
|---|---|
| Erodieren | 105 |
| Laserbearbeitung (schneiden / schweissen) | 105 |
| Mikrobearbeitung | 105 |
| Multi-Axis (5-achs-Maschinennutzung) | 105 |
Beim Senkerodieren wird die Form des Werkstücks in einem Werkstück reproduziert, d. h. die Elektrode erzeugt die Form im Werkstück, während beim Drahterodieren ein metallischer Draht ein programmiertes Profil in ein Werkstück schneidet, d. h. es liegt ständig ein unverschlissenes Werkzeug in Form einer durchlaufenden …Moderne Drahterodiersysteme erlauben heute die Bearbeitung von Werkstücken mit Drahtdurchmessern von 0,03-0,3 mm. Es werden Genauigkeiten von +1 µm und Oberflächenqualitäten von bis zu Ra 0,05 erreicht.